Our products
We want to be THE PREFERRED CHOICE for the future, and it is our ambition to be one of the most sustainable beverage companies globally. We will convert our energy consumption to renewable energy in the entire value chain, and we will work with our partners on reducing CO2 emissions and reducing use of resources by enhancing a circular mindset. All this while contributing to society. By the end of 2022, we submitted our emissions reduction targets to the Science Based Target initiative (SBTi) for official validation, which emphasize that we are committed not only to decarbonize in line with the goals of the Paris Agreement, but also to deliver transparent and verified data on our progress. We will reach our targets by: :
KPI 2030
50%
Reduction in supply chain emissions (scope 1,2,3) compared to 2019
Principles for reducing CO2 emission from production are:
- Reduce energy consumption/increase energy efficiency
- Invest in transformation of thermal energy to electrical energy
- Actively invest in or push for additionally renewable energy in the grid
- Either source renewable energy power or biogas or buy accredited certificates (short- to medium-term)
Renewable energy sources
Royal Unibrew has set ambitious targets for the reduction of carbon emissions. With regard to our own production (scope 1 and 2), we aim at being carbon emission free in 2025, and for the entire supply chain (scope 1, 2 and 3) we want to reduce our footprint by at least 50% in 2030. We have decided on several initiatives to achieve these ambitious targets, but we also acknowledge that implementation of new, not yet available, technologies are crucial to succeed.
An important activity in 2022 has been to map our CO2 emissions for the entire scope 3. Moreover, to submit our scope 1, 2 and 3 targets for verification by SBTi. Our current target of 50% reduction in CO2 emission for scope 1, 2 and 3 have been supplemented with a target for scope 3 alone – with a 50% reduction in absolute emissions in 2030 compared to 2019. The target encompasses more than 85% of our scope 3 emissions. With the new scope 3 target, we are stepping further up on our decarbonization ambitions. For scope 1 and 2, our current target is 100% reduction in 2025 excluding logistics and biogenic emissions. We have added a sub-target fully aligned with the SBTi requirements, which includes our own logistics and eventually biogenic emissions, of 60% absolute reduction in 2030 compared to 2019. With these additional targets, we are on the 1.5°C trajectory for scope 1, 2 and 3. As a beverage company, we are dependent on agricultural raw materials; therefore, we are still working on our FLAG science-based targets (Forest, Land and Agriculture) and net-zero targets. The former will be submitted in 2023.
Royal Unibrew’s principles for decarbonization are unchanged. Drivers are efficiency improvements, transition from fossil fuels to renewable energy or adding renewables to the grid. Royal Unibrew has further developed a road map for decarbonization and established a firm road map for energy efficiencies. We now have a catalog of best practices, feasibility studies and a range of approved capex projects to support the transition. This ambition encompasses full integration of our latest acquisitions and expansion of our partnerships.
Despite the geopolitical challenges and the associated supply chain challenges, our sustainability journey continues. Our transition towards a fossil free future continues relentlessly with more efficiency projects at our sites and bio-based or electrical heat production. Moreover, we continue our focus on more renewable power through own installations or PPA in combination with certificates. Due to supply security, we did, however, temporarily switch from natural gas to oil at our site in Faxe, Denmark, Kalnapilis, Lithuania, and Bergen, Norway.
Today, 23% of Royal Unibrew’s CO2 footprint from scope 1 and 2, excl. logistics, is renewable energy covered by RECs (Renewable Energy Certificates). We will gradually phase out RECs and replace with either our own renewable energy projects or PPAs (Power Purchase Agreements).
Furthermore, projects to transition from fossil-based to bio-based fuel, from thermal energy to electrical, and installation of solar panels fully implemented by 2024 are planned in at all markets. In addition, we continue the purchase of RECs (Renewable Energy Certificates), but we still need to identify options to reduce the remaining 29% of our carbon footprint from our production that primarily derives from fossil-based thermal energy.
CO2 footprint for packaging materials (excluding end-of-life) and distribution (outbound) increased from 2021 to 2022. 13% organically for packaging material due to temporary stock building and on distribution by 7% organically primarily due to increased sales.
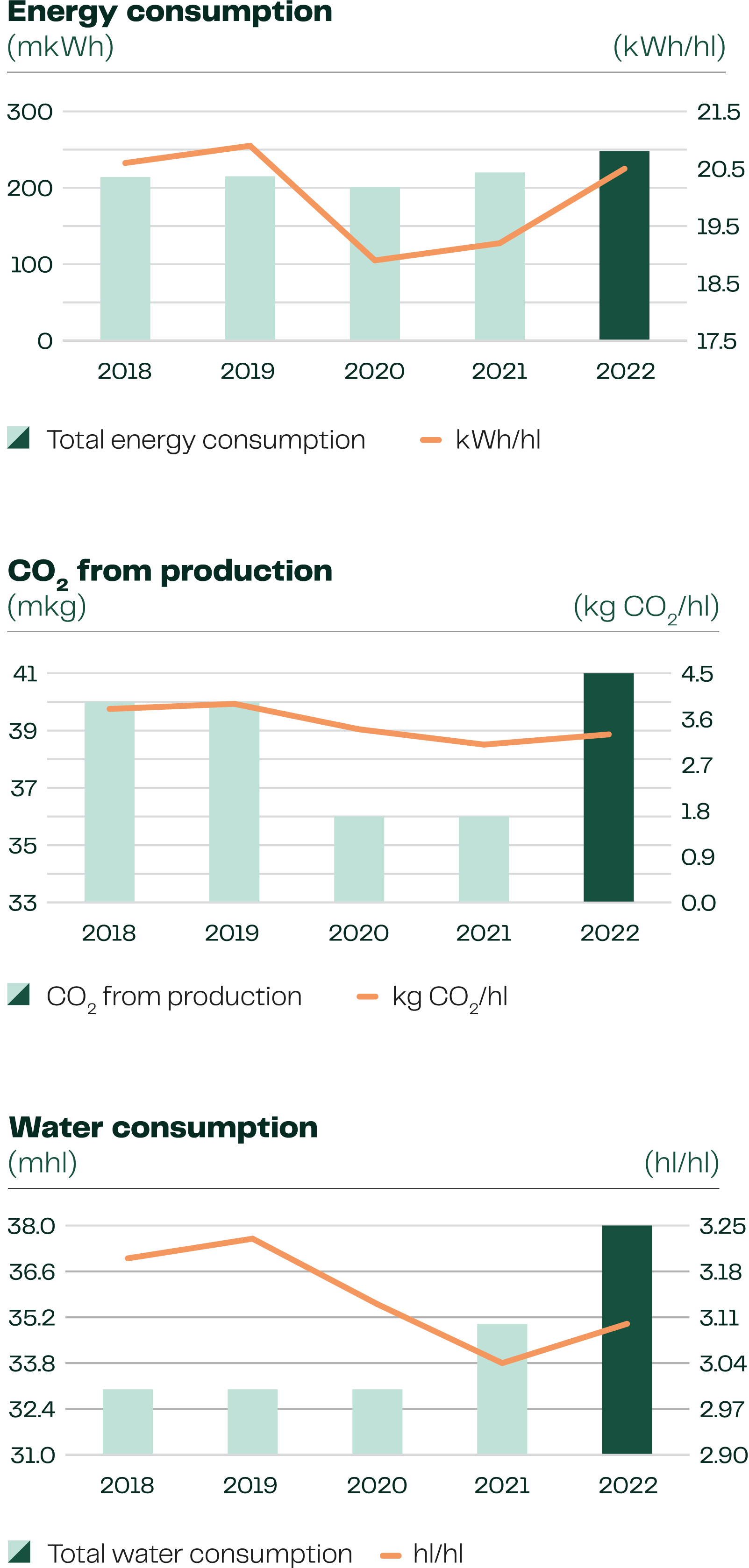
The carbon footprint for our production was reduced by 42% (organic), measured as kg CO2 per produced volume, from the base year 2015 to 2022. We more than achieved our short- term target of 30% reduction in 2022 compared to 2015. Between 2021 and 2022, the kg CO2 per produced volume increased with 6.5%. Thus, the efficiency of our production was reduced mainly due to the temporary switch from natural gas to oil in Denmark with poorer efficiency and larger CO2 footprint.
Reducing CO2 from logistics
Transportation is an area where sustainable technologies, especially for heavy duty transportation, are still rather immature.
The acquisition of Amsterdam Brewery Co. Ltd. in Canada supports a significant reduction of our CO2 footprint, as we reduce the transportation needs for products sold in North America. The project’s potential corresponds to a 8% CO2 reduction. We are working on implementing more local license productions to reduce our footprint further.
We are conducting several projects to optimize distribution both within our own fleet as well as with our forwarders. This includes combining optimal locations for distribution hubs with proximity to alternative transportation lanes. In Finland, we have tested both electric and biogas trucks in the secondary distribution, and the results are very promising. In Norway, malt is transported by rail, and approximately 50% of wine from Italy is by rail transport as well. Wine is increasingly transported by sea.
The majority of our forklifts, stablers, etc., are powered by renewables today. We have installed charging stations at our sites and privately at our employees’ homes to support their choice of electrical vehicles (EV) or hybrid cars. Approximately 18% of our company cars are currently EV or hybrid.
Water remains a priority
Water is our most important raw material; therefore, water preservation and water quality are key to us. Our wastewater is treated before emission to meet the requirements. Reducing water consumption remains a priority, and our consumption of water per hl has remained unchanged from 2021 to 2022. The water intensity from 2015 to 2022 has been reduced 9%, organically.
Royal Unibrew’s production facilities are not located in extremely high water stressed areas except from one small site in Estonia. Withdrawal of water in low and medium low water stressed areas constitutes approximately 52% of the total water consumption. We only use municipal or own well water at our sites.
We have several projects aiming at preserving freshwater ecosystems. One is at the Lake Vesijärvi close to our brewery in Lahti. Another project is in Latvia, where Royal Unibrew together with WWF educate society at large and work on river restoration projects, which includes removal of dams to restore the flow and protect the ecosystem of the rivers, which also benefits biodiversity.
 Key initiatives
Key initiatives
- Transform and electrify production
- Demand renewable energy in the supply chain
- Optimize energy and water consumption
- Submitting targets for verification by the Science Based Target initiative

Investing in and maintaining sustainable economic activities in line with the six environmental objectives of the EU Taxonomy are at the core of our strategy
The EU Taxonomy is an EU classification system for environmentally sustainable economic activities. It aims to help the EU scale up sustainable investments by requiring companies to report the share of their revenue, capital and operational expenditure allocated to environmentally sustainable economic activities. The taxonomy also presents an opportunity for Royal Unibrew to disclose our revenue and investments generally accepted as sustainable.
The taxonomy regulation establishes a common classification system for environmentally sustainable economic activities covering six environmental objectives: climate change mitigation; climate change adaptation; the sustainable use and protection of water and marine resources; the transition to a circular economy; pollution prevention and control and the protection and restoration of biodiversity and ecosystems.
To date, reporting has targeted the first two environmental objectives. Pending finalization of the Environmental Delegated Acts for the remaining four. The taxonomy stipulates mandatory reporting requirements to identify business activities ”in scope”, i.e., eligible activities and assessing whether the activities are aligned with the associated technical screening criteria.
In 2022, Royal Unibrew further developed and executed our EU Taxonomy process and procedure, screening the technical annex of the climate change adaptation and mitigation to identify activities of our operations that fall under the scope of the legislation regardless of size. First step is to establish eligibility and second step is to assess alignment with the criteria if eligible.
The EU Taxonomy is a framework that evolves over time, and with the technical screening criteria of the second delegated act still to be applied, we expect that both our taxonomy eligibility and alignment will increase in the future. We will reassess the KPIs on an annual basis.
Turnover
Our screening shows that our main revenue generating activities are not currently covered in the EU Taxonomy under the Delegated Act 2021/2139. Nonetheless, the future energy production, e.g., generated from our solar park in Faxe from 2023 is explicitly covered in the criteria and will be included in our 2023 disclosures, if material (see page 98).
The turnover KPI covers net turnover derived from products or services, including intangibles, associated with taxonomy eligible business activities.
Capital expenditure
Our screening shows that 1.7% of our capital expenditure is eligible under the Delegated Act 2021/2139. If the acquisitions were excluded in the calculation of capex, the result would be 5.7%. The eligible activities are energy production, water treatment and elements of transportation.
Royal Unibrew is still in the process of establishing all the required alignment documentation together with our suppliers, service providers and contractors. Presently, we disclose eligible capex. We strive to close the gap and document alignment further in 2023. Capital expenditures cover expenditures on purchases of products from taxonomy-aligned suppliers.
Operational expenditure
Our screening shows that 5.8% of our operational expenditure is eligible under the Delegated Act 2021/2139. The eligible activities are associated with energy production, water treatment and elements of transportation.
Operational expenditure covers the proportion of operating expenditure related to assets or processes associated with economic activities that qualify as environmentally sustainable.
Product circularity
We want to become circular across the value chain by engaging with our suppliers. We will close the loop on packaging materials, reduce the strain on resources and reduce our footprint.
In the beverage industry, product circularity depends to a high degree on closing the loop on packaging materials (primary, secondary and tertiary) but also to ensure loss and waste reduction in general. The elements are to remove, reduce, reuse and recycle materials. Avoiding downcycling of food-grade packaging material such as r-PET for non-food applications is another element.
The food safety requirements for primary packaging materials (e.g., glass bottles, PET bottles and cans) are stringent, as it is vital that we protect our products. The entire packaging system, including bottles, crates, trays and wraps, ensures there is no harm to our products during distribution. Therefore, packaging is also key for product protection and avoidance of food waste.

Royal Unibrew is applying all the circular principles for our packaging materials. We are on track for our overall goal of 100% reusable, recyclable, or recycled materials in 2025. However, we are slowing down the conversion rate due to technical challenges and limited availability of certain materials at a reasonable cost. This effect will be more pronounced in 2023. In principle, we use only mono materials today. Mono materials can easily be separated, sorted and recycled in clean fractions, such as glass, PET, carton, aluminum, etc. However, our juice portfolio and bag-in-box concept for soft drinks and wine, contributing approximately 4% of sales volume in 2022, are currently provided in more complex laminated materials. While the recyclability of these materials may be improved in the next couple of years, we will also be looking at alternatives.
We continuously cooperate with our suppliers on reducing the weight of materials balancing food safety, transportation stability and environmental requirements. Over a 10–12-year period, reductions in PET, aluminum and recently cardboard material, represent a reduction of 8,600-ton CO2 per year. In 2022, we did not drive major downgauging initiatives.
We take our producer responsibility very seriously. Our sector has been characterized by the operation of reusable or recyclable packaging systems also historically; therefore, we have a firm foundation for new requirements on packaging and packaging waste in the EU. We will continue our support to DRS in our largest markets to increase the return rate further. In addtion, we will look for solutions to avoid packaging waste in other markets with more immature systems. We continue to challenge our packaging systems for markets where waste infrastructures or deposit return systems are poor or non-existing.
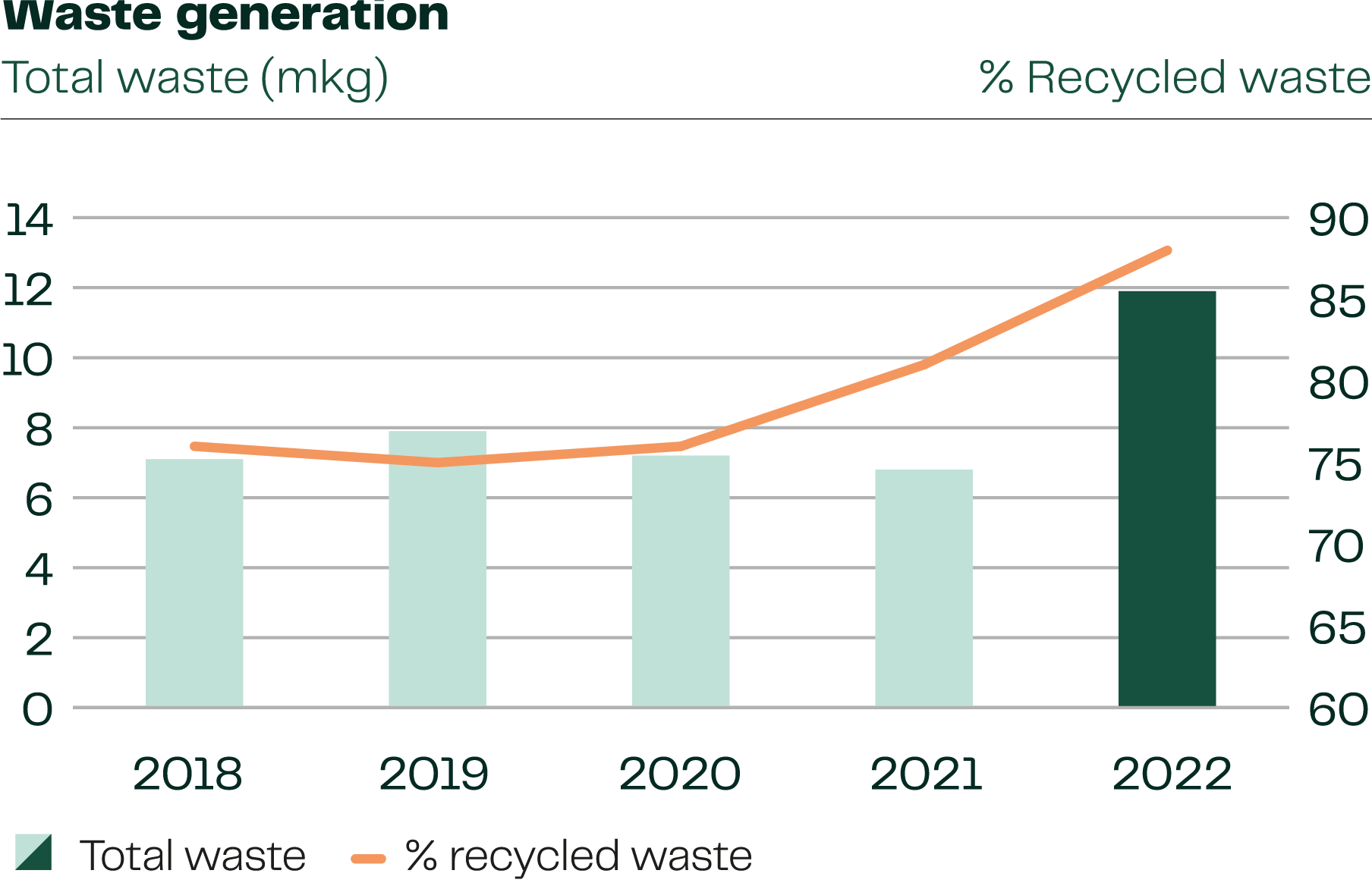
Circularity is also applied to loss and waste in our production and downstream in sales. Today, 88% of our waste from production is recycled. By-product from the brewing process is utilized 100% as food, feed or biogas. Losses at our production sites are at a more or less constant level but influenced by changes in product mix at the individual facility. On average, more than 90% of the packaging materials are collected in our markets with deposit return systems. Thus, our industry is characterized by a rooted circular mindset. In 2023, we will step up on data disclosure.
The food safety requirements for primary packaging material (e.g., glass bottles, PET bottles and cans) are stringent as it is key to protect our products. The entire packaging system, e.g. bottles, crates, trays and wraps ensures there is no harm to our products during distribution, and packaging is therefore also key for product protection and avoiding food waste. Thus, the packaging systems are complex, and substituting or eliminating elements such as plastic wrap or down-gauging require careful testing to ensure continued stability.
Royal Unibrew is applying all the circular principles for our packaging material. We are on track for our overall goal of 100% reusable, recyclable, or recycled material in 2025. In principle, we use only mono materials today. Mono materials can easily be separated, sorted, and recycled in clean fractions such as glass, PET, carton, aluminum, etc.. However, our juice portfolio, and bag-in-box concept for soft drinks, contributing approximately 4% of sales volume (measured organic) in 2021, are currently provided in more complex laminated materials. While the recyclability of these materials may be improved over the next couple of years, we will however, also be looking at alternatives. Packaging material will be a focus area also for the acquired sites.
As an example of removing material a new can line in Faxe, Denmark, is under construction and is expected to be commissioned in May 2022. This line will enhance flexibility and application of new packaging concepts, where plastics may be eliminated or replaced by cardboard. Thus, enabling the transition from fossil-based materials to bio-based materials.
We continuously cooperate with our suppliers on reducing the weight of material balancing food safety, transportation stability and environmental requirements. Over a 10–12-year period reductions in PET, aluminum and recently cardboard material, represents a reduction of 8,600 ton CO2 per year.
We take our producer responsibility very seriously. We will continue our support to DRS in our major markets to increase the return rate further and look for solutions to avoid packaging waste in other markets with more immature systems. We have just initiated an investigation on how Royal Unibrew can support development of waste infrastructures or deposit return systems in our export markets with poor or non-existing frameworks.
Key initiatives
- Eliminate unnecessary packaging (incl. plastics)
- Source recycled packaging material
- Become the sustainable partner
Reducing food loss
Cooperation with customers and Too Good to Go in Denmark and Norway reduced beverage loss of more than 200,000 bottles in 2022, and the initiatives continue in 2023.
Supplier road map
We engage with our entire value chain to reduce carbon emissions and minimize negative environmental and social impact.
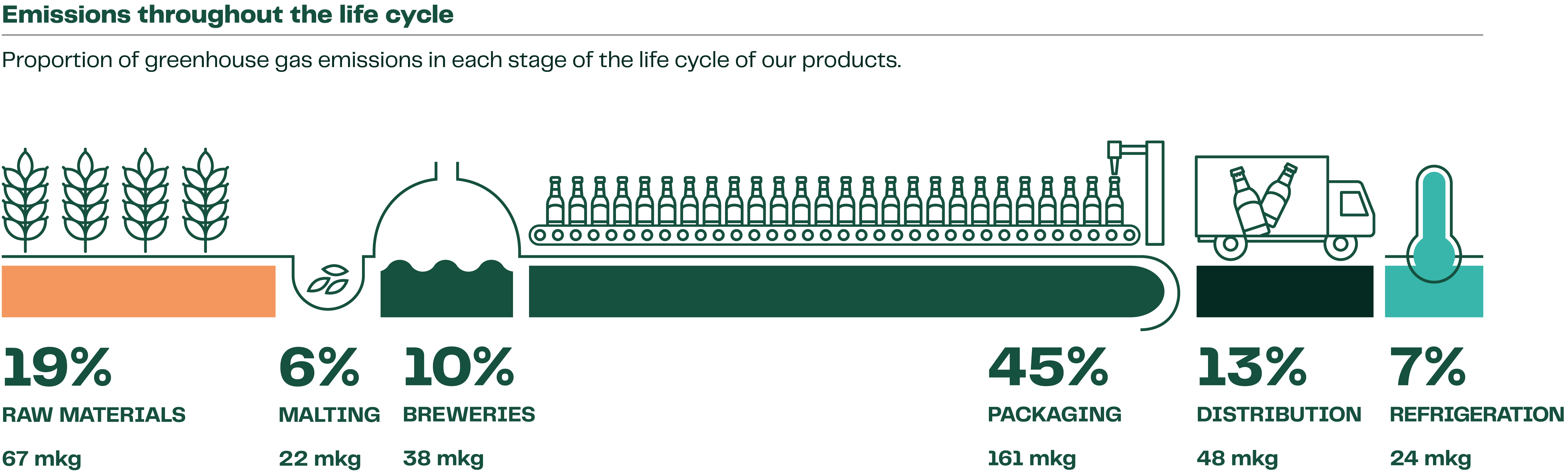
A large share of our footprint (environmental and social) is outside our own direct control. Therefore, we engage and cooperate with our supply chain to reduce the footprint and, moreover, to increase supply chain transparency. More than 90% of our CO2 footprint is in scope 3 where purchased goods, such as agricultural based raw materials and packaging materials, account for 62%.
Our target is a 50% reduction of CO2 emissions in our entire supply chain by 2030, and no later than 2023 all of Royal Unibrew’s critical suppliers must have signed our responsible procurement principles and an agreement with a defined road map to reduce their carbon footprint (60% has signed in 2022). This in combination with the current general consensus on possible technological advances in the relevant sectors before 2030 make us confident that the target is realistic.
Royal Unibrew recognizes that responsible sourcing is a journey where improvements are achieved through collaboration with suppliers. In 2022, the Transparency Act in Norway, up-coming EU legislation on due diligence as well as the requirements of the Nordic monopolies triggered further review of our policies and procedures but also a review of the tools we apply.
Our Business Integrity Policy together with our Code of Conduct specify requirements for human rights, biodiversity, climate and other environmental issues. Supported by our supply chain management procedures, we believe that we have a robust system based on due diligence, risk assessment and periodic review of supplier performance. Our risk-based approach to supplier management triggers self-assessment questionnaires as well as audits, if the supplier due diligence indicates elevated risks, e.g., risk of human rights violations. We are currently testing and using several different data management tools to support and document our supply chain.
The acquisition of Solera Beverage Group has increased our focus on potential impacts of traded goods, which is also underlined by the CO2 footprint established under scope 3 purchased goods and services. Therefore, we are in the process of establishing a specific road map with 100% value chain transparency as the aspiration.
The majority of direct materials and services are currently sourced in Europe (80%).
Royal Unibrew has always cooperated closely with suppliers and other partners to improve our products as well as our production and process performance. To reach our targets, it is pivotal, on the one hand, that we build on these well-established relations and work hard to strengthen them further. On the other hand, it is vital that we identify and establish new partnerships for sustainable development.
Biodiversity is material
International organizations, NGOs, business communities and legislators are increasingly articulating biodiversity and loss thereof as a major challenge at the same magnitude as climate. There is a growing consensus that biodiversity is affected by not only climate, but also pollution, land use/water use change and resource exploitation. New legislation such as the EU Taxonomy and the CSR Directive address biodiversity like several initiatives such as the Science Based Targets for Nature (SBTN) and Taskforce on Nature-related Financial Disclosures (TNFD). This is also reflected in Royal Unibrew’s updated materiality assessment from 2022 that now includes biodiversity. Royal Unibrew is dependent on agricultural raw materials, such as barley, sugar and corn, primarily sourced locally, but also forest-based packaging materials, such as cardboard, carton and paper. Concepts such as nature positive and methods such as regenerative agriculture aim at combining cause, effect and impact. In 2022, Royal Unibrew initiated a review of our physical locations in the context of nature protected areas or protected species under the umbrella of Natura 2000. The review demonstrated that we are not located in Natura 2000 areas.
We went “wild” at our head office in Faxe by growing a belt of insect friendly plants while respecting food safety hygiene requirements. In 2023, we will formulate targets and implement initiatives to support biodiversity.
 Key initiatives
Key initiatives
- Further develop responsible procurement principles
- Implement road map for CO2 reduction in transportation, packaging, agriculture and sales refrigeration
- Become nature positive: Establish targets and initiatives for biodiversity